 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de






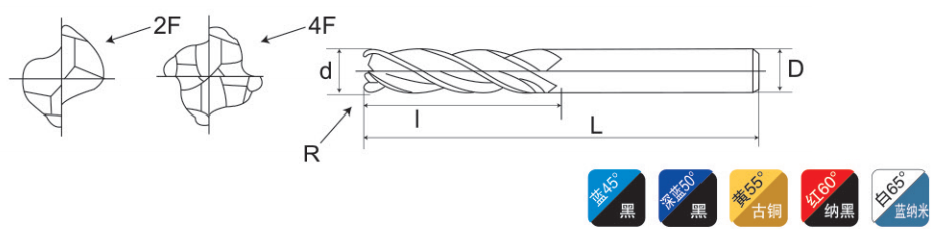
beschreibung
2-flute ball endmühle
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750 n/mm² hrc ≥ 91,5 korngröße = 0,6 μm


|
d |
ich |
l |
d |
r |
f |
|
1 |
2 |
50 |
4 |
0.5 |
2 |
|
1.5 |
3 |
50 |
4 |
0.75 |
2 |
|
2 |
4 |
50 |
4 |
1 |
2 |
|
2.5 |
5 |
50 |
4 |
1.25 |
2 |
|
3 |
6 |
50 |
4 |
1.5 |
2 |
|
3.5 |
7 |
50 |
4 |
1.75 |
2 |
|
4 |
8 |
50 |
4 |
2 |
2 |
|
5 |
10 |
50 |
6 |
2.5 |
2 |
|
6 |
12 |
50 |
6 |
3 |
2 |
|
7 |
15 |
60 |
8 |
3.5 |
2 |
|
8 |
16 |
60 |
8 |
4 |
2 |
|
10 |
20 |
75 |
10 |
5 |
2 |
|
12 |
25 |
75 |
12 |
6 |
2 |
|
14 |
28 |
100 |
14 |
7 |
2 |
|
16 |
32 |
100 |
16 |
8 |
2 |
|
18 |
36 |
100 |
18 |
9 |
2 |
|
20 |
40 |
100 |
20 |
10 |
2 |
2-flute verlängerte kugelendmühle
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750 n/mm² hrc ≥ 91,5 korngröße = 0,6 μm


|
d |
ich |
l |
d |
r |
f |
|
4 |
8 |
100 |
4 |
2 |
2 |
|
6 |
12 |
100 |
6 |
3 |
2 |
|
8 |
16 |
100 |
8 |
4 |
2 |
|
10 |
20 |
100 |
10 |
5 |
2 |
|
12 |
25 |
100 |
12 |
6 |
2 |
|
6 |
12 |
150 |
6 |
3 |
2 |
|
8 |
16 |
150 |
8 |
4 |
2 |
|
10 |
20 |
150 |
10 |
5 |
2 |
|
12 |
24 |
150 |
12 |
6 |
2 |
|
14 |
28 |
150 |
14 |
7 |
2 |
|
16 |
32 |
150 |
16 |
8 |
2 |
|
18 |
36 |
150 |
18 |
9 |
2 |
|
20 |
40 |
150 |
20 |
10 |
2 |
schnittbedingungen
|
verarbeitete materialien |
gusseisen duktiles eisen |
kohlenstoff stee aalloy -stahl ~ 750n/mm2 |
kohlenstoffstahl \ legierungstahl 30 stunden |
phs \ qt stahl 40 stunden |
edelstahl |
phs \ qt stahl ~ 50 stunden |
||||||
|
d (mm) |
drehzahl (min-¹) |
kündigen (mm/min) |
drehzahl (min-¹) |
kündigen (mm/min) |
drehzahl (min-¹) |
kündigen (mm/min) |
drehzahl (min-¹) |
kündigen (mm/min) |
drehzahl (min-¹) |
kündigen (mm/min) |
drehzahl (min-¹) |
kündigen (mm/min) |
|
r0.5 |
40000 |
800 |
40000 |
800 |
38000 |
700 |
32000 |
320 |
22300 |
200 |
25000 |
275 |
|
r1.0 |
24000 |
900 |
24000 |
900 |
19000 |
760 |
16000 |
400 |
11150 |
230 |
13000 |
275 |
|
r1.5 |
15500 |
950 |
15500 |
950 |
2750 |
760 |
10600 |
450 |
7400 |
290 |
8500 |
280 |
|
r2.0 |
11500 |
950 |
11500 |
950 |
9550 |
760 |
8000 |
550 |
5550 |
370 |
6500 |
370 |
|
r2.5 |
9500 |
1050 |
9500 |
1050 |
7650 |
800 |
6400 |
550 |
4450 |
370 |
5000 |
375 |
|
r3.0 |
8000 |
1050 |
8000 |
1050 |
6400 |
800 |
5300 |
580 |
3700 |
390 |
4200 |
390 |
|
r4.0 |
6000 |
1300 |
6000 |
1300 |
4800 |
950 |
4000 |
700 |
2750 |
455 |
3200 |
440 |
|
r5.0 |
4800 |
1200 |
4800 |
1200 |
3800 |
900 |
3200 |
650 |
2200 |
430 |
2500 |
440 |
|
r6.0 |
4000 |
1100 |
4000 |
1100 |
3200 |
840 |
2650 |
610 |
1850 |
430 |
2100 |
420 |
|
r8.0 |
3000 |
1050 |
3000 |
1050 |
2400 |
800 |
2000 |
600 |
1350 |
380 |
1600 |
375 |
|
r10.0 |
2400 |
950 |
2400 |
950 |
1900 |
680 |
1600 |
560 |
1100 |
370 |
1250 |
330 |
|
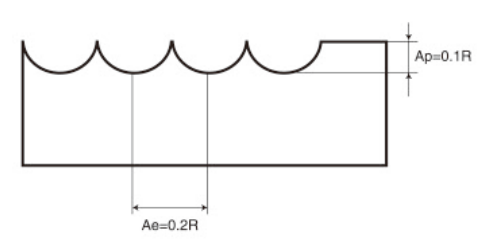
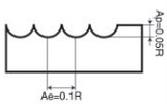
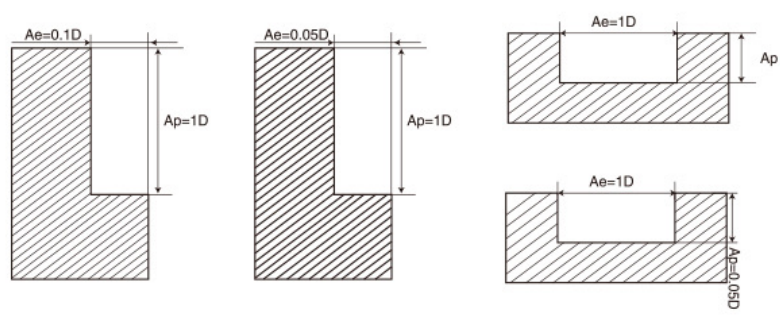
maximale schneidtiefe |
|
 |
||||||||||
◆ sonderbetrügerung:
1. diese tabelle ist der standardwert für das seitenmahlen. wenn das tool renst, sollte die drehzahl von 60% ~ 80% der folgenden tabelle betragen, und der federate sollte 50% ~ 70% als standardwert betragen.
2. bitte verwenden sie hochpräzise werkzeugmaschinen und werkzeughalter.
3. bitte verwenden sie luftkühlung oder schnittflüssigkeit, die nicht leicht rauch produzieren.
4. side milling wird für das abfall von mahlen empfohlen.
5. wenn die starrheit des werkzeugmaschinens und das werkstück schlecht ist, tritt eine vibration und ein abnormaler klang auf. zu diesem zeitpunkt sollten die drehzahl und der verbesserung in der folgenden tabelle von jahr zu jahr reduziert werden.
6. halten sie das werkzeugüberhang so kurz wie möglich ohne störungen.
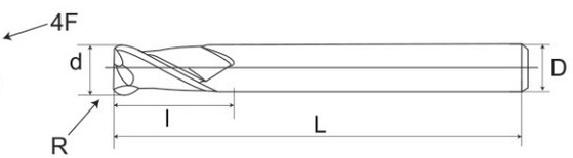
2-flute/4-flute round nase end mühle
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750 n/mm² hrc ≥ 91,5 korngröße = 0,6 μm
2f

|
d |
ich |
l |
d |
r |
f |
|
4 |
10 |
50 |
4 |
0.2 |
2/4 |
|
4 |
10 |
50 |
4 |
0.5 |
2/4 |
|
4 |
10 |
50 |
4 |
1 |
2/4 |
|
6 |
15 |
50 |
6 |
0.2 |
2/4 |
|
6 |
15 |
50 |
6 |
0.5 |
2/4 |
|
6 |
15 |
50 |
6 |
1 |
2/4 |
|
8 |
20 |
60 |
6 |
0.2 |
2/4 |
|
8 |
20 |
60 |
8 |
0.5 |
2/4 |
|
8 |
20 |
60 |
8 |
1 |
2/4 |
|
10 |
25 |
75 |
10 |
0.5/1 |
2/4 |
|
10 |
25 |
75 |
10 |
1.5 |
2/4 |
|
12 |
30 |
75 |
12 |
0.5/1 |
2/4 |
|
12 |
30 |
75 |
12 |
1.5 |
2/4 |
|
14 |
35 |
100 |
14 |
0.5/2 |
2/4 |
|
16 |
40 |
100 |
16 |
0.5/1/2 |
2/4 |
|
18 |
45 |
100 |
18 |
0.5/1/2 |
2/4 |
|
20 |
45 |
100 |
20 |
0.5/1/2 |
2/4 |
2-flute/4-flute erstreckt sich rundes nasenendmühle
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750 n/mm² hrc ≥ 91,5 korngröße = 0,6 μm
|
d |
ich |
l |
d |
r |
f |
|
4 |
16 |
100 |
4 |
0.2 |
2/4 |
|
4 |
16 |
100 |
4 |
0.5 |
2/4 |
|
4 |
16 |
100 |
4 |
1 |
2/4 |
|
6 |
25 |
100 |
6 |
0.2 |
2/4 |
|
6 |
25 |
100 |
6 |
0.5 |
2/4 |
|
6 |
25 |
100 |
6 |
1 |
2/4 |
|
8 |
30 |
100 |
6 |
0.5 |
2/4 |
|
8 |
30 |
100 |
8 |
1 |
2/4 |
|
10 |
40 |
100 |
10 |
0.5 |
2/4 |
|
10 |
40 |
100 |
10 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
0.5 |
2/4 |
|
12 |
45 |
100 |
12 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
1.5 |
2/4 |
◆ sonderbetrügerung:
1. diese tabelle ist der standardwert für das seitenmahlen. wenn das tool renst, sollte die drehzahl von 60% ~ 80% der folgenden tabelle betragen, und der federate sollte 50% ~ 70% als standardwert betragen.
2. bitte verwenden sie hochpräzise werkzeugmaschinen und werkzeughalter.
3. bitte verwenden sie luftkühlung oder schnittflüssigkeit, die nicht leicht rauch produzieren.
4. side milling wird für das abfall von mahlen empfohlen.
5. wenn die starrheit des werkzeugmaschinens und das werkstück schlecht ist, tritt eine vibration und ein abnormaler klang auf. zu diesem zeitpunkt sollten die drehzahl und der verbesserung in der folgenden tabelle von jahr zu jahr reduziert werden.
6. halten sie das werkzeugüberhang so kurz wie möglich ohne störungen.
schnittbedingungen
|
2flute |
||||||||||||||||||||
|
verarbeitete materialien |
gusseisen duktiles eisen |
kohlenstoffstahl aalloy -stahl ~ 750n/mm2 |
kohlenstoffstahl aalloy -stahl ~ 30 stunden |
phs \ qt stahl ~ 40 stunden |
edelstahl |
phs \ qt stahl ~ 50 stunden |
||||||||||||||
|
d (mm) |
drehzahl (min-¹) |
kündigen (mm/min) |
drehzahl (min-¹) |
kündigen (mm/min) |
drehzahl (min-¹) |
kündigen (mm/min) |
drehzahl (min-¹) |
kündigen (mm/min) |
drehzahl (min-¹) |
kündigen (mm/min) |
drehzahl (min-¹) |
kündigen (mm/min) |
||||||||
|
1 |
20000 |
200 |
20000 |
200 |
20000 |
160 |
20000 |
160 |
20000 |
60 |
20000 |
120 |
||||||||
|
2 |
15000 |
320 |
15000 |
320 |
15000 |
290 |
15000 |
280 |
11150 |
84 |
13000 |
180 |
||||||||
|
3 |
14000 |
545 |
14000 |
545 |
13000 |
510 |
10600 |
420 |
7500 |
120 |
8500 |
330 |
||||||||
|
4 |
10800 |
560 |
10800 |
560 |
10000 |
520 |
8000 |
430 |
5500 |
130 |
6500 |
335 |
||||||||
|
5 |
8200 |
580 |
8200 |
580 |
7600 |
540 |
6400 |
450 |
4500 |
130 |
5000 |
355 |
||||||||
|
6 |
7000 |
600 |
7000 |
600 |
6400 |
550 |
5300 |
460 |
3700 |
140 |
4200 |
360 |
||||||||
|
8 |
5200 |
600 |
5200 |
600 |
4800 |
550 |
4000 |
460 |
2800 |
140 |
3200 |
365 |
||||||||
|
10 |
4200 |
580 |
4200 |
580 |
3800 |
540 |
3200 |
445 |
2200 |
140 |
2500 |
350 |
||||||||
|
12 |
3500 |
580 |
3500 |
580 |
3200 |
540 |
2650 |
445 |
1850 |
140 |
2100 |
350 |
||||||||
|
4flute |
||||||||||||||||||||
|
3 |
14000 |
820 |
14000 |
820 |
13000 |
755 |
10600 |
630 |
7500 |
145 |
8500 |
490 |
||||||||
|
4 |
10800 |
840 |
10800 |
840 |
10000 |
770 |
8000 |
640 |
5500 |
145 |
6500 |
500 |
||||||||
|
5 |
8200 |
880 |
8200 |
880 |
7600 |
810 |
6400 |
670 |
4500 |
145 |
5000 |
530 |
||||||||
|
6 |
7000 |
900 |
7000 |
900 |
6400 |
830 |
5300 |
690 |
3700 |
160 |
4200 |
540 |
||||||||
|
8 |
5200 |
890 |
5200 |
890 |
4800 |
815 |
4000 |
680 |
2800 |
160 |
3200 |
550 |
||||||||
|
10 |
4200 |
880 |
4200 |
880 |
3800 |
810 |
3200 |
670 |
2200 |
160 |
2500 |
520 |
||||||||
|
12 |
3500 |
880 |
3500 |
880 |
3200 |
810 |
2650 |
670 |
1850 |
160 |
2100 |
520 |
||||||||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
490 |
||||||||
|
maximale schneidtiefe
|
 |
|||||||||||||||||||
solid carbid einflöte gerade shank-endmühle (standardflöte)
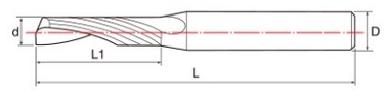

fräsenschneideranwendungen: edelstahl, gusseisen, aluminium, kupfer, graphit, kunststoffe, verbundwerkstoffe, titanlegierungen, nickel, hitzebeständiger stahl, nicht alloy-stahl, niedriger legierungsstahl <24 stunden, hochlegungsstahl mit hoher legierungstahl
<30 stunden 、 gehärteter stahl 30-38hrc 38-48hrc 48-56 hrc 56-68hrc
|
spezifikation |
spezifikation |
||||||
|
d |
d (h6) |
l1 |
l |
d |
d (h6) |
l1 |
l |
|
3.175 |
3.175 |
12 |
385 |
4 |
4 |
42 |
70 |
|
3.175 |
3.175 |
15 |
38.5 |
6 |
6 |
12 |
50 |
|
3.175 |
3.175 |
17 |
45 |
6 |
6 |
17 |
50 |
|
4 |
4 |
12 |
45 |
6 |
6 |
22 |
50 |
|
4 |
4 |
17 |
45 |
6 |
6 |
25 |
50 |
|
4 |
4 |
22 |
45 |
6 |
6 |
32 |
60 |
|
4 |
4 |
32 |
60 |
6 |
6 |
42 |
70 |
solid carbid drei- oder vier-fluter-ball nasenende mil
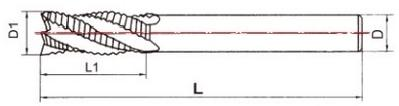


fräsenschneideranwendungen: edelstahl, gusseisen, aluminium, kupfer, graphit, kunststoff, verbundwerkstoffe,
titanlegierung, nickel, hitzebeständiger stahl, nicht terramativer stahl, niedriger legierungsstahl <24 stunden, hoher legierungsstahl <30 stunden, gehärteter stahl 30-38hrc 38-48hrc 48-56 stunden 56-68 stunden
|
spezifikation |
|||
|
d1 |
l1 |
d |
|
|
6 |
15 |
6 |
50 |
|
8 |
20 |
8 |
60 |
|
10 |
25 |
10 |
75 |
|
12 |
30 |
12 |
75 |
|
16 |
40 |
16 |
100 |
|
20 |
45 |
20 |
100 |
anfrage
verwandte produktkategorien
- china customized wolfram carbid rod blanks
- china end mill cnc cutter
- china flat under router bit
- china end mill
- china cnc router aluminium end mill
- china cnc zementierte carbideinsätze
- china end mill cnc -router
- china zementierte carbid -stabe blank
- high -end -cnc -mühlen
- zementierte carbid -rollenringe
- endmühlenbits
- zementierter carbidschneiderkopf

