 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de






Quadratmühlen für CNC -Werkzeugmaschinen
- Material: Wolfram -Carbid | Wolframstahl
- Typ: Square End Mill / Eck Radius End Mill / Ball End Mill / Rowing End Mill / Taper End Mill
- Dimension: Standardgröße (siehe manuell)/ nicht standardmäßige Größe (Bitte geben Sie Zeichnungsdesign und Spezifikation an)
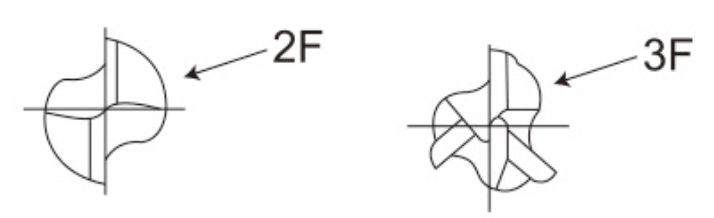
- Klingenspezifikation: Einzelflöte-Endmühle, 2-Flute-Endmühle, 3-Flute-Endmühle, 4-Flute-Endmühle
- Werkstückmaterial: Edelstahl, Gusseisen, Aluminium, Kupfer, Graphit, Kunststoffteile, Verbundwerkstoffe, Titanlegierungen, Nickel, hitzebeständige Stahl, Nicht-Alloy-Stahlteile, Teile mit niedrigem Alloy-Stahl, hochrangigen Stahlteilen
Beschreibung
Berechnungsmethode für Arbeitsbedingungen für Endmühle
|
● Schnittgeschwindigkeit (lineare Geschwindigkeit) Berechnung VC Die Entfernung, die ein Punkt auf dem Umfang der Endmühlenklinge pro Minute bewegt, kann unter Verwendung der folgenden Formel berechnet werden: |
|

|
V = Schneidgeschwindigkeit (m/min) π=3.14 D = Durchmesser (mm) N = Drehzahl (MM-¹) |
|
● Rotationsgeschwindigkeit Berechnung der Rotationspeed Die Anzahl der Revolutionen pro Minute der mechanischen Spindel, die die Endmühle hält, kann unter Verwendung der folgenden Formel berechnet werden: |
|
 |
N = Drehzahl (MM-¹) V = Schneidgeschwindigkeit (m/min) π=3.14 D = Durchmesser (mm) |
|
● Futterrate Berechnung der Futterrate Die Futtergeschwindigkeit der Arbeitstabelle pro Minute kann durch die folgende Formel berechnet werden  F = Futterrate (mm/min) N = Drehgeschwindigkeit (MM-1) Z = Anzahl der Flöte F = Futterrate der Flöte (mm/1flute) |
|
|
● Futter für Zähne Berechnung des Futters der Tiere Die Entfernung, die ein Punkt auf dem Umfang der Endmühlenklinge pro Minute bewegt, kann unter Verwendung der folgenden Formel berechnet werden:  F = Futterrate der Flöte (mm/1flute) F = Futterrate (mm/min) N = Drehgeschwindigkeit (MM-1) Z = Anzahl der Flöte |
|
|
● Arbeitszeit Berechnung der Arbeitszeit Die Zeit, die zum Schneiden des Werkstücksmaterials erforderlich ist, kann mit der folgenden Formel berechnet werden  TC = Arbeitszeit (min) L = Gesamtarbeitslänge (Arbeitsmateriallänge + Endmühlenklingendurchmesser) F = Futterrate (mm/min) |
|
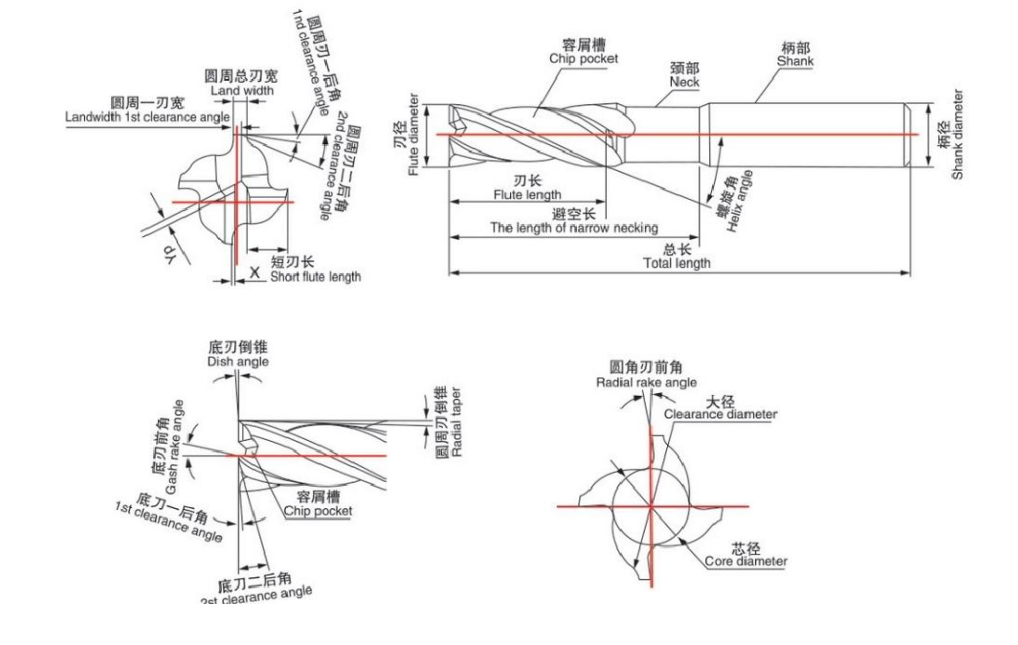
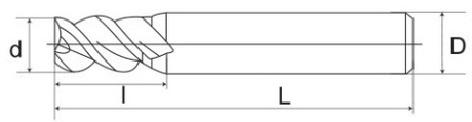
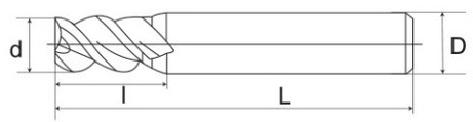
Name jedes Teils des Mahlsschneiders
Mahlschneiderserie
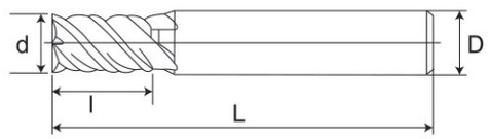
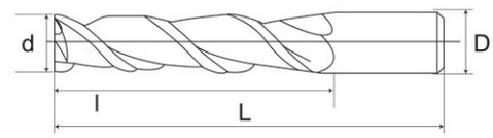
Endmühlen -Endmühle Form

2-Flute/4-Flute-Endmühlen
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750 N/mm² HRC ≥ 91,5 Korngröße = 0,6 μm

|
d |
I |
L |
D |
F |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
2-Flute/4-Flute-Endgeschäftsmühle
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750 N/mm² HRC ≥ 91,5 Korngröße = 0,6 μm
|
d |
I |
L |
D |
F |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ Besondere Aufmerksamkeit:
1. Diese Tabelle ist der Standardwert für das Seitenmahlen. Wenn das Werkzeug renst, sollte die Geschwindigkeit 60% ~ 80% der folgenden Tabelle betragen, und die Vorschubgeschwindigkeit sollte 50% ~ 70% als Standardwert betragen.
2. Bitte verwenden Sie hochpräzise Werkzeugmaschinen und Werkzeughalter.
3. Bitte verwenden Sie Luftkühlung oder Schnittflüssigkeit, die nicht leicht Rauch produzieren.
4. Side Milling wird für das Abfall von Mahlen empfohlen.
5. Wenn die Starrheit des Werkzeugmaschinens und das Werkstück schlecht ist, tritt eine Vibration und ein abnormaler Klang auf. Zu diesem Zeitpunkt sollten die Geschwindigkeit und die Futtergeschwindigkeit in der folgenden Tabelle Jahr für Jahr reduziert werden.
6. Halten Sie das Werkzeugüberhang so kurz wie möglich ohne Störungen.
Schnittbedingungen
|
2 Flöte |
|||||||||||||||
|
Verarbeitete Materialien |
Gusseisen Duktiles Eisen |
Kohlenstoffstahl \ Legierungstahl |
Kohlenstoffstahl \ Legierungstahl ~ 30 Stunden |
PHS \ QT STAEL ~ 40HRC |
Edelstahl |
PHS \ QT Stahl ~ 50 Stunden |
|||||||||
|
Dia (mm) |
Drehzahl (min-) |
FeedRate (mm/min) |
Drehzahl (min-¹) |
Futtermittel (mm/min) |
Drehzahl (min-) |
Futtermittel (mm/min) |
Drehzahl (min-¹) |
Futtermittel (mm/min) |
Drehzahl (min-¹) |
FeedRate (mm/min) |
Drehzahl (min-¹) |
Futtermittel (mm/min) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 Flöte |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
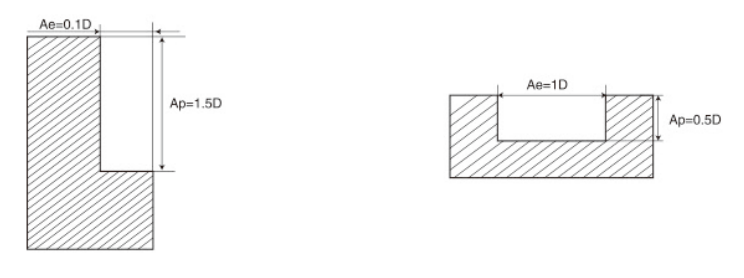
Maximale Schneidtiefe |
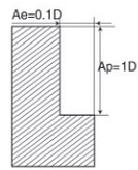 Ae = 0,1d AP = 1D |
Ae = 0,05d |
Ae = 1d Ap AP = 1D Ae = 1d |
|
|||||||||||
 ~ 750n/mm²
~ 750n/mm²
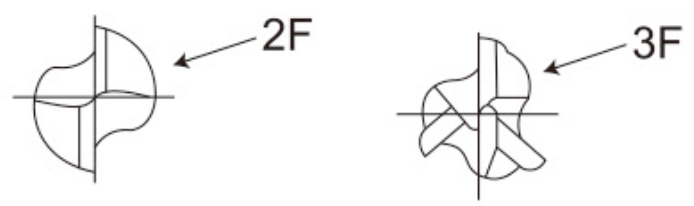
2-Flute/3-Flute-Endmühle für Aluminiumlegierung
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750 N/mm² HRC ≥ 91,5 GRAIN -Größe = 0,6 μm

|
d |
I |
L |
D |
F |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
2-Flute/3-Flute Aluminium-Legierung erweiterte Sondermühle
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750 N/mm² HRC ≥ 91,5 Korngröße = 0,6 μm

|
d |
I |
L |
D |
F |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ Besondere Aufmerksamkeit:
1. Die folgende Tabelle zeigt die Standardwerte für das Seitenmahlen. Wenn das Werkzeug renst, sollte die Geschwindigkeit 60% ~ 80% der folgenden Tabelle betragen, und die Vorschubgeschwindigkeit sollte 50% ~ 70% als Standardwert betragen.
2. Bitte verwenden Sie hochpräzise Werkzeugmaschinen und Werkzeughalter.
3. Bitte verwenden Sie Luftkühlung oder Schnittflüssigkeit, die nicht leicht Rauch produzieren.
4. Down -Fräsen wird für das Seitenmahlen empfohlen.
5. Wenn die Starrheit des Werkzeugmaschinens und das Werkstück schlecht ist, tritt eine Vibration und ein abnormaler Klang auf. Zu diesem Zeitpunkt sollten die Geschwindigkeit und die Futtergeschwindigkeit in der folgenden Tabelle gegenüber dem Vorjahr reduziert werden.
6. Halten Sie das Werkzeugüberhang so kurz wie möglich ohne Störungen.
Aluminiumschneidemittel
|
2Flute |
||||
|
Verarbeitete Materialien |
Aluminiumlegierung |
Siliziumaluminiumlegierung si ≤ 10% |
||
|
D (mm) |
Drehzahl (min- ') |
Futtermittel (mm/min) |
Drehzahl (min-¹) |
Futtermittel (mm/min) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3Flute |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
Max -Schneidabteilung
|
ANFRAGE
Verwandte Produktkategorien
- Holen Sie sich ein Angebot für Rollringe
- Verbesserung der Effizienz der Rollmühle
- Carbid -Rollringe kaufen
- Hochleistungsrollen für die Stahlproduktion
- Rollringe zum Abschlussstand
- Carbid-Rollenringe für Hochtemperaturanwendungen
- Tragen Sie resistente Carbid -Rollenringe
- China Wolfram Carbide Cantilever Rollringe
- China zementierte Carbid -indexierbare Einsätze
- Customized Wolfram Carbid Rute
- CNC -Kohlefaser -Endmühle
- China CNC Router End Mill Set

